Galvanización
Los recubrimientos galvanizados en la atmosfera
GALVANIZACIÓN
Los recubrimientos galvanizados especificados de conformidad con las normas de cualquier país europeo o con la norma internacional EN/ISO 1461, deben tener un espesor medio de unos 85 um sobre las piezas de acero que tengan más de 6 mm de espesor (1 um significa un micrómetro, que equivale a 0,001 mm).
En la práctica, casi todas las construcciones de acero presentan espesores de galvanizado superiores a 85 um. Esto significa que si usted calcula la duración previsible de la protección proporcionada por estos recubrimientos, en base al espesor nominal del recubrimiento y a los datos de velocidad de corrosión del zinc en el lugar de exposición, la duración real será sensiblemente superior.
| Espesor del material (mm) | Espesor local del recubrimiento (μm) | Espesor medio del recubrimiento (μm) |
|---|---|---|
|
Acero ≥ 6mm |
70 |
85 |
|
Acero ≥ 3mm hasta < 6 mm |
55 |
70 |
|
Acero ≥ 1.5 mm hasta < 3 mm |
45 |
55 |
|
Acero < 1.5 mm |
35 |
45 |
|
Fundición ≥ 6 mm |
70 |
80 |
|
Fundición < 6 mm |
60 |
70 |
En determinadas circunstancias podrán obtenerse recubrimientos galvanizados de mayor espesor que los especificados por las normas. Estos recubrimientos mas gruesos son, naturalmente, más costosos y no pueden obtenerse sobro todos los tipos de materiales, pues depende de la composición química del acero base. Estos recubrimientos más gruesos presentarán en servicio una duración proporcionalmente mayor.
| Categoría de corrosividad | Ambiente: Perdida media anual de espesor de Zinc (μm) |
|---|---|
|
C1 Muy baja |
Interior: seco |
|
C2 Baja |
Interior: Condensación ocasional |
|
C3 Media |
Interior: Humedad elevada y alguna contaminación del aire |
|
C4 Alta |
Interior: Piscinas, plantas químicas, etc. |
|
C5 Muy alta |
Exterior: industrial muy húmedo o con elevado grado de salinidad |
DISEÑO PARA GALVANIZACIÓN
Galvanización en caliente
DISEÑO
GALVANIZACIÓN
Las reglas son de dos clases. Unas tienen por finalidad obtener recubrimientos galvanizados de la mejor calidad posible, lo que se conseguirá si el zinc fundido puede llegar a todas las superficies de las piezas, tanto externas como internas, y si éstas no presentan zonas en donde puedan producirse acumulaciones de ácido o de cenizas.
Otras reglas tienen por objeto garantizar la seguridad de los operarios del taller de galvanización, Los perfiles huecos y las cavidades cerradas son especialmente peligrosos, porque pueden dar lugar a explosiones en el crisol de galvanización, con proyección violeta de zinc fundido y el consiguiente riesgo de grave daño para los operarios.
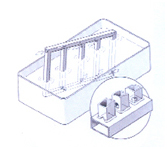
En los artículos o construcciones metálicas que lleven partes o perfiles huecos, es necesario realizar orificios de ventilación en las posiciones adecuadas, para permitir la entrada y salida del zinc en dichas partes huecas y la correspondiente salida y entrada de aire en las mismas. Si no se practican estos orificios pueden ocurrir dos cosas. Primero, que la pieza explote en el baño de galvanización, debido a la presión generada por la rápida evaporación de los líquidos o de la humedad que pueda quedar retenida en su interior. Segundo, que la pieza no quede protegida por su interior, al no poder penetrar en el zinc dentro de la misma.
Por ello, si llegan al taller de galvanización piezas huecas sin estos orificios, tendrán que ser realizados por el galvanizador, con el consiguiente coste extra para el cliente. Normalmente no es conveniente taponar estos agujeros después de la galvanización, porque la aireación que proporcionan al interior de estas parte huecas favorece la formación de una buena capa de pasivación en el recubrimiento interior de zinc. Si por cualquier causa fuera necesario cerrar estos agujeros, puede hacerse con tapones de plástico, aluminio o plomo.
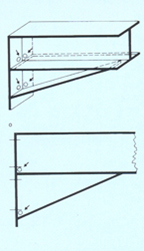
Refuerzos y carteles
Diferentes disposiciones de los orificios de ventilación en las construcciones con perfiles huecos.
Los refuerzos y cartelas deben disponerse de manera que no formen rincones en donde pueda quedarse retenido el zinc fundido. En los siguientes dibujos se muestran algunos detalles de diseño útiles a este respecto:
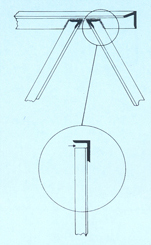
diagramas interiores
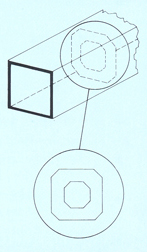
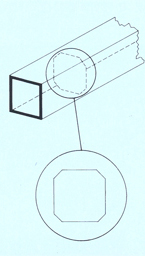
Los diafragmas interiores de refuerzos de tubos o perfiles huecos deben tener las esquinas bien recortadas. En los perfiles huecos deben utilizarse refuerzo que tengan además un agujero central. Nunca deben colocarse placas que obstruyan completamente la sección transversal, tanto por razones de seguridad durante la galvanización como porque la retención de zinc a que dan lugar encarece sensiblemente el tratamiento de galvanización.
Acabado
Para obtener un buen acabado sobre elementos estructurales jabalconados o con formas similares, deben taladrarse agujeros en los lugares que se indican en el dibujo.
Cuando se utilicen refuerzos o montantes de perfiles angulares hay que procurar que no lleguen a juntarse totalmente con los largueros o cordones del cuerpo principal, de manera que el zinc pueda escurrir libremente a través de la separación que quede entre ellos.

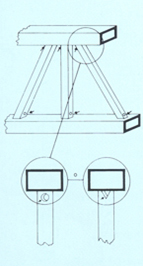
Refuerzos interiores
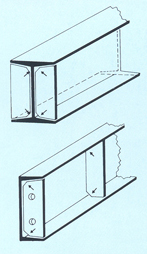
Cuando se utilicen refuerzos en el interior de perfiles universales o de los perfiles en U, deben recortarse las esquinas de estos para permitir el paso del zinc fundido.
Cuando se utilicen contrafuertes externos, por ejemplo, entre una placa de base y un elemento vertical, es necesario recortar las esquinas de los contrafuertes en el ángulo interior, para permitir el paso del zinc.
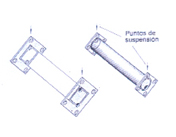
suspensión de materiales para la realización del proceso de galvanización
Las piezas a galvanizar deben colgarse de los polípastos, de tal manera, que cuando se extraigan, tanto de los baños de pretratamiento, como del baño de galvanización todos los líquidos y el propio zinc fundido puedan drenar y escurrir rápidamente. Los puntos de suspensión deben seleccionarse de forma que se facilite este escurrido, así como también para que durante la inmersión el zinc fundido penetre con facilidad en las partes huecas y el aire de las mismas pueda escapar a través de los orificios de ventilación previstos al efecto.
REGLAS BÁSICAS
REGLAS
BÁSICAS

cómo evitar las retenciones de ácido
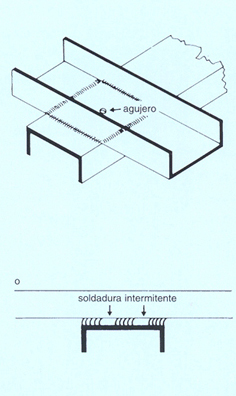
El zinc fundido no puede reaccionar sobre las superficies de acero sucias u oxidadas, por lo que los materiales a galvanizar se limpian previamente sumergiéndolos en un baño de ácido clorhídrico. El ácido penetra por todas las cavidades y rendijas, aunque sean muy estrechas, y puede quedar retenido en ellas incluso durante la inmersión de las piezas en el zinc fundido. Una vez galvanizadas las piezas, este ácido puede rezumar y atacar el recubrimiento galvanizado de las mismas, produciendo marcas o manchas, indeseables en el mismo. Por ello, deben evitarse las pequeñas cavidades y rendijas, como las que se producen muchas veces cuando se sueldan las piezas. Los siguientes dibujos proporcionan algunas indicaciones útiles para evitar estos problemas.
Cuando desee reforzar un perfil mediante una chapa soldada al mismo, deben tenerse en cuenta las orientaciones de este dibujo.
RETENCIONES
DE
ÁCIDOS
En las uniones soldadas en las que las superficies solapadas cerradas tengan un área mayor de 70cm2, es aconsejable taladrar un agujero en una de las chapas para proporcionar ventilación al espacio cerrado. Aunque este espacio cerrado parezca pequeño, la humedad contenida en el mismo puede generar una presión suficiente, a la temperatura de galvanización de 450ºC, como para arrancar la soldadura y producir una pequeña explosión. Además, en este espacio puede haber penetrado ácido de la preparación superficial de las piezas a través de algún poro de la soldadura, lo que agravaría el riesgo de explosión. Una forma de evitar este problema es realizar una unión soldada intermitente, para facilitar el drenaje de los líquidos utilizados en la preparación superficial.
Cuando se diseñe o construya con perfiles huecos, cada elemento debe disponer de agujeros de ventilación y drenaje. La disposición de estos agujeros es importante. Como regla general, los orificios de drenaje deben estar en un mismo lado con objeto de evitar tener que manipular y dar vuelta a la pieza para escurrir el zinc cuando esta se extraiga del baño de galvanización. Los cortes en V son una alternativa a los agujeros.
Condiciones relativas
Composición del acero
CONDICIONES
La composición química del acero tiene una influencia muy marcada sobre la reactividad del hierro con el zinc fundido. En particular, determinadas concentraciones de silicio y fósforo favorecen muy acusada mente esta reactividad y dan lugar a recubrimientos más gruesos, por la generación de mayor proporción de aleaciones zinc-hierro. En casos extremos, la totalidad del recubrimiento puede llegar a estar constituido por estas aleaciones. Debido al mayor espesor de estos recubrimientos aleados proporcionan una protección frente a la corrosión más prolongada. Como contrapartida, si aumenta mucho el espesor de las aleaciones zinc-hierro, puede producirse el debilitamiento de la cohesión del recubrimiento.
influencia del silicio y del fósforo
| Clases del Acero | Espesor local del recubrimiento (Micrómetros) | Características del Recubrimiento |
|---|---|---|
|
1 |
SI + P < 0,03% |
Reacción hierro-zinc normal. Recubrimiento plateado brillante de espesor normal. |
|
2 |
SI + P ≈ 0.03% = 0,13% |
Dominio Sandelin: elevada reactividad hierro-zinc. Recubrimiento grueso de color gris oscuro. |
|
3 |
Si + P > 0,13% = 0,28% |
Dominio Sebisty: reacción hierro-zinc normal. Recubrimiento de espesor medio y aspecto plateado mate. |
|
4 |
Si + P > 0,28% |
Elevada reactividad hierro-zinc, Recubrimiento grueso de color gris oscuro. |
Es un hecho bien conocido la influencia que tienen determinados contenidos de silicio y fósforo del acero sobre la cinética de las reacciones zinc-hierro durante la galvanización en caliente (efecto Sandelin), cuya consecuencia es la formación de recubrimientos gruesos. Este tipo de recubrimientos gruesos presentan normalmente una superficie más rugosa y de color gris oscuro mate. Los efectos del silicio y del fósforo son aditivos.
Los contenidos de silicio y fósforo normalmente presentes en los aceros comunes y su influencia sobre la galvanización pueden resumirse como se indica en la siguiente tabla:
El comportamiento de los aceros frente a la galvanización depende también de otros factores, como pueden ser el tratamiento metalúrgico que hayan sufrido los elementos de acero, el tiempo de inmersión en el baño de zinc y la temperatura de dicho baño, por lo que no siempre es posible predecir con total seguridad, en base únicamente a la composición del acero, las características que finalmente tendrán los recubrimientos galvanizados que se obtengan sobre los mismos.
selección de los aceros
Los talleres de galvanización tienen pocas posibilidades prácticas de influir sobre el crecimiento excesivo de las capas de aleaciones zinc-hierro atribuibles a la composición del acero. Por ello, tiene una gran importancia la elección de los aceros a utilizar en la fabricación de las piezas que vayan a galvanizarse.
A modo de orientación puede indicarse que si los aspectos estéticos del recubrimiento son importantes, entonces deben seleccionarse aceros de la Clase 1. Si se valoran más las propiedades técnicas de resistencia a la corrosión, se preferirán los aceros de la Clase 3. Por último, si la duración de la protección fuera un factor muy determinante, podrían seleccionarse aceros de las Clases 2 ó 4, si el tipo de pieza y sus condiciones de utilización lo permiten, puesto que los recubrimientos de elevado espesor que se forman sobre estos tipos de aceros pueden ser menos adherentes y resistentes a los impactos.
SELECCIÓN
DE
ACEROS
Cuando no se disponga de información sobre la composición química del acero o exista alguna duda sobre la idoneidad de un determinado material, se recomienda hacer una prueba de galvanización con una pequeña probeta de dicho material, en las mismas condiciones que vayan a utilizarse durante el proceso de galvanización industrial. Especialmente importante es realizar la prueba a la misma temperatura y con el mismo tiempo de inmersión.